Another retro-active post, this one describes the overall system architecture I'm going with for the initial version of cncFDM:
Existing 3-axis mill, home-built.machine controller, EMC2 --> stepper control for x,y,z axes
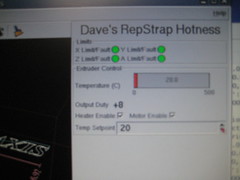
--> axis GUI, with pyVCP plugin for extruder monitoring and control
--> python hal user space driver to monitor and communicate with extruder
cncFDM toolhead --> step/direction input so that motor motion is controlled like an axis (A) instead of spindle
--> serial interface for setting temperature,gains, and other parameters
--> PID control for temperature and motor position/speed/acceleration
--> extruder enable/fault bits for hardware communication with EMC
--> off-the-shelf cartridge heater for improved reliability
--> thermocouple for temperature feedback
--> Single board design ( if possible ) to keep things simple.
Toolhead firmware:
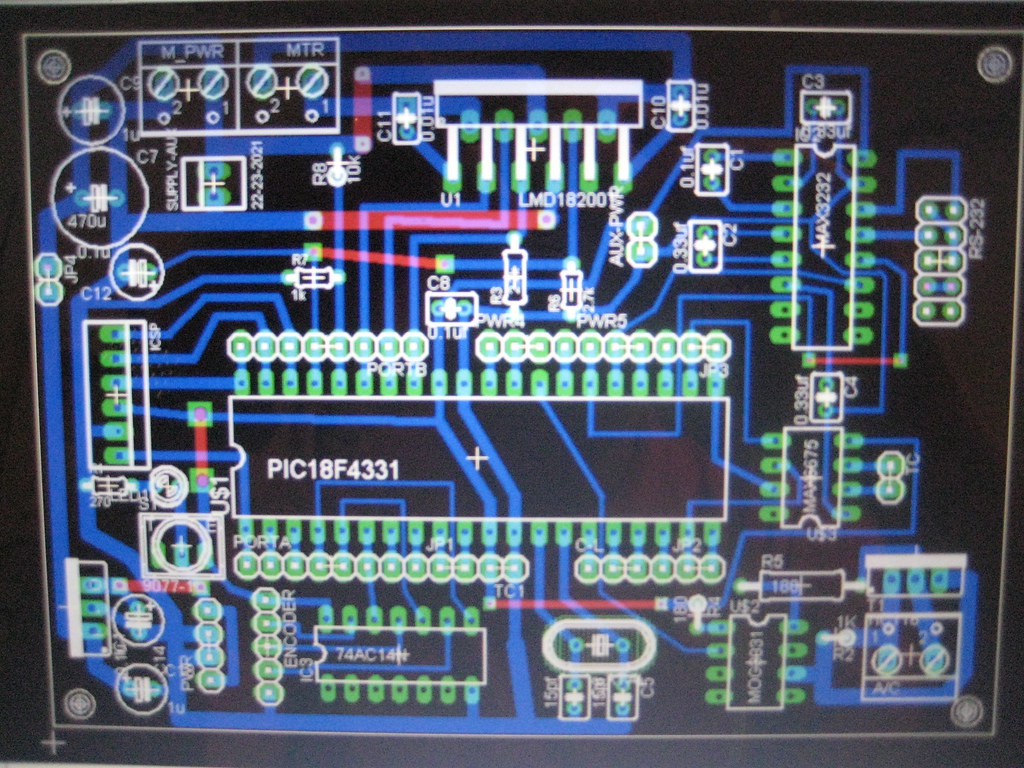
The toolhead firmware will be based on the following chips/solutions:
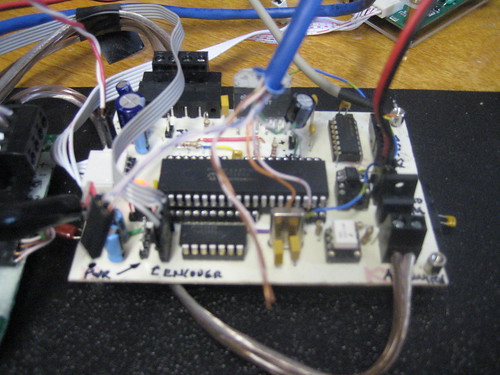
- PIC 18F4331 . This version includes motor encoder feedback and PWM for driving the extruder head motor
- MOC3031. Triac driver to control heater duty cycle
- AS5040. Magnetic encoder for motor encoder board
- MAX 6675. SPI-enabled thermocouple reading chip
- LMD18200. 3A H-bridge driver. Bi-direcitonal control is important to allow the motor to reverse.
- MAX3232. Serial Line Driver
- 7805 and other supporting passives and misc.





{kind=link}